Інструмент SRB, хонінгувальна головка, хонінгувальна штанга та втулки
Пневматичні інструменти SRB

| Голова СРБ | Бурова штанга | Голова СРБ | Бурова штанга | Голова СРБ | Бурова штанга |
| Φ35-37 | Φ30 | Φ38-45 | Φ43 | Φ46-56 | Φ43 |
| Φ57-60 | Φ51 | Φ61-69 | Φ56 | Φ70-89 | Φ65 |
| Φ90-120 | Φ80 | Φ121-139 | Φ100 | Φ140-169 | Φ130 |
| Φ170-230 | Φ160 | Φ231-400 | Φ220 |
Робота: інструмент рухається вперед для лущення та назад для валикового полірування.
Завдяки 2 групам вставок у верхній частині можна досягти високої точності розмірів і хорошого контролю форми.
Завдяки 4 групам направляючих колодок він може досягти чудового наведення та збалансованого ковзання.Також запобігайте подряпинам на поверхні отвору.Вставки втягуються пневматичним керуванням.
Особливість:
Використовується для обробки різних труб, у тому числі холоднотягнутих безшовних сталевих труб, зварних холоднотягнутих труб, гарячих роликових сталевих труб і литих сталевих труб.
Легко та швидко регулюйте розміри вставок, направляючих колодок і роликів.Після завершення обробки відрегулюйте картридж пневматичним керуванням, щоб запобігти пошкодженню поверхні отвору.
Прийняття конструкції з високою ефективністю, поєднання тонкого лущення та полірування роликами та досягнення одноразової обробки.Він забезпечує лапку довгим терміном служби та має високу ефективність у 20 разів порівняно з традиційним хонінговим верстатом і в 5-10 разів звичайним розточувальним верстатом.
Після завершення обробки твердість поверхні збільшується приблизно на 30%, точність до IT8, обробка поверхні до Ra0,05-0,2 мкм.
Щоб підвищити сумісну точність, підвищити зносостійкість і подовжити термін використання запасних частин.Після полірування роликом масляний циліндр стає антикорозійним і зносостійким, а також досягає гарної обробки поверхні, що подовжує термін служби ущільнювального кільця або ущільнювальних частин.
SRB Гідравлічний інструмент

| Голова СРБ | Бурова штанга | Голова СРБ | Бурова штанга | Голова СРБ | Бурова штанга |
| Φ35-37 | Φ30 | Φ38-43 | Φ43 | Φ44-48 | Φ40 |
| Φ49-60 | Φ43 | Φ61-72 | Φ56 | Φ73-77 | Φ65 |
| Φ78-87 | Φ70 | Φ88-107 | Φ80 | Φ107-137 | Φ100 |
| Φ138-177 | Φ130 | Φ178-250 | Φ160 | Φ250-400 | Φ220 |
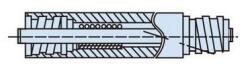
Робота: на верхньому кінці є груба розточувальна головка з трьома групами змінних пластин (механічне затискання) і трьома групами твердосплавних напрямних.Чорнова розточувальна головка відрізає більшу частину матеріалу, позаду з плаваючою свердлюючою головкою, в якій встановлено три групи (шість штук) тонких вставок.Стрижуча головка зменшує хвилеподібні знаки та виправляє відхилення на поверхні.Задня частина інструменту - це роликова полірувальна головка з 6-40 роликами, що працюють на внутрішній стінці стовбура, що може сформувати гладку поверхню та отримати кращий профіль.Після завершення обробки вставка для лущення стискається під керуванням гідравліки, а валик також можна втягнути, щоб запобігти пошкодженню поверхні отвору.
особливості
Механічна обробка холоднотягнутих безшовних сталевих труб, зварних холоднотягнутих труб, гарячих роликових труб і литих труб.
Легко та швидко регулюйте розміри вставок, направляючих пластин і роликів.Після завершення роботи картридж для лущення, направляюча накладка та ролик швидко втягуються, ефективно захищаючи від пошкоджень на поверхні отвору.
Прийняття дизайну з високою ефективністю, інтеграція п’яти процедур в одноразовий процес для видалення великого заготовки, що значно підвищує продуктивність у 20 разів у порівнянні з традиційним верстатом для хонінгування та в 5-10 разів у порівнянні зі звичайним верстатом для розточування глибоких отворів, тим часом подовжуючи термін використання інструменти.
Після обробки твердість поверхні збільшується приблизно на 30%, точність до IT8 вище.Шорсткість до Ra0,05-0,2 мкм.
Після обробки твердість поверхні збільшується приблизно на 30%, точність до IT8 вище.Шорсткість до Ra0,05-0,2 мкм.
Для підвищення сумісної точності, підвищення зносостійкості та подовження терміну служби запасних частин.Після полірування роликом масляний циліндр стає антикорозійним і зносостійким, досягаючи відмінної якості поверхні та подовжуючи термін служби ущільнювального кільця або ущільнювальних частин.
Хонінгування глибоких отворів типу MS
Ця хонінгувальна головка використовується для чистової обробки заготовки з глибокими отворами.
| Хонінгова головка | Хонінгова штанга | Хонінгова головка | Хонінгова штанга |
| Φ38-49,9 | Φ35 | Φ200-349,9 | Φ100 |
| Φ50-79,9 | Φ45 | Φ350-499,5 | Φ130 |
| Φ80-119,9 | Φ70 | Φ500-1000 | Φ230 |
| Φ120-200 | Φ85 |

Хонінгова штанга
Хонінгувальний стрижень складається із зовнішнього стрижня та основного стовпа, який може регулювати довжину хонінгуючого стрижня від 1 м, 1,2 м, 1,5 м і 2 м для адаптації до різних машин і різних потреб.Відповідність хонінгувальної головки та хонінгувального стержня див. у таблиці вище.
Свердлильна штанга
Цей свердлильний/розточувальний стрижень можна з’єднати з свердлильною/розточувальною/прокатною/трепанувальною головкою, довжина стрижня може бути 0,5 м, 1,2 м, 1,5 м, 2 м тощо для адаптації іншої машини.

Кущі та аксесуари
Аксесуари для конічної втулки

Ми можемо виготовити професійні інструменти для різання глибоких отворів відповідно до особливих вимог замовника, наприклад, інструмент для висування, інструмент для формування тощо.