CH61200L Токарний центр з ЧПУ з віссю С
Коротка інструкція
Ця машина поєднана з віссю C, віссю X і Z, три осі можуть бути з’єднані та рухатися разом із багатофункціональністю та високою ефективністю різання.
Поєднується з системою ЧПК SIEMENS 828D.
Дві передачі швидкості шпинделя та безступінчаста швидкість у межах передач, гідравлічне перемикання передач, послідовне різання на лінії.Двигун головного шпинделя - це серводвигун змінного струму SIEMENS потужністю 37 кВт, зменшуйте швидкість і збільшуйте крутний момент за допомогою передач, швидкість шпинделя становить 5-200 об/хв.
Вісь C індексується високоточним серводвигуном змінного струму, гідравлічним автоматичним блокуванням і використанням круглої решітки для визначення фактичного положення;Вісь X використовує серводвигун змінного струму SIEMENS і високоточну кулькову гвинтову пару для реалізації бокового руху, вісь Z використовує високоточний черв’ячний редуктор приводу серводвигуна SIEMENS змінного струму для переміщення вздовж, обидві осі X, Z оснащені решіткою для визначення фактичного положення, замкнутий цикл керування з хорошою точністю позиціонування та точністю повторення позиціонування
використання машини
Це високоефективний ріжучий верстат, який підходить для обробки чавуну, сталі та кольорових металів за допомогою швидкорізальної сталі та твердого сплаву.Це може бути точіння зовнішнього круга, торця, вирізання канавки, відрізання, вирізання внутрішнього отвору, фрезерування шпонкової канавки, фрезерування спіральної канавки, свердління та нарізування різьби.
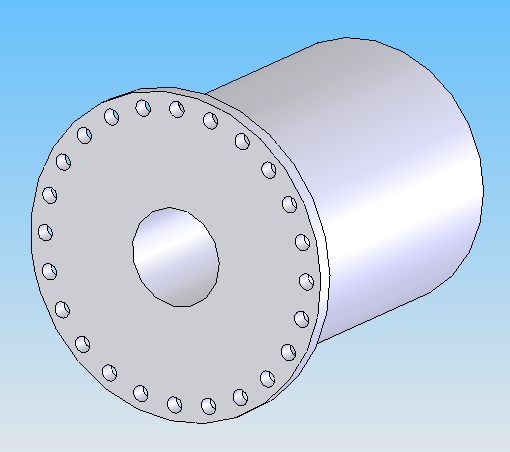
Схема ескізу заготовки:

Фрезерування шпонкової канавки

Фрезерування різьби зі зміною кроку
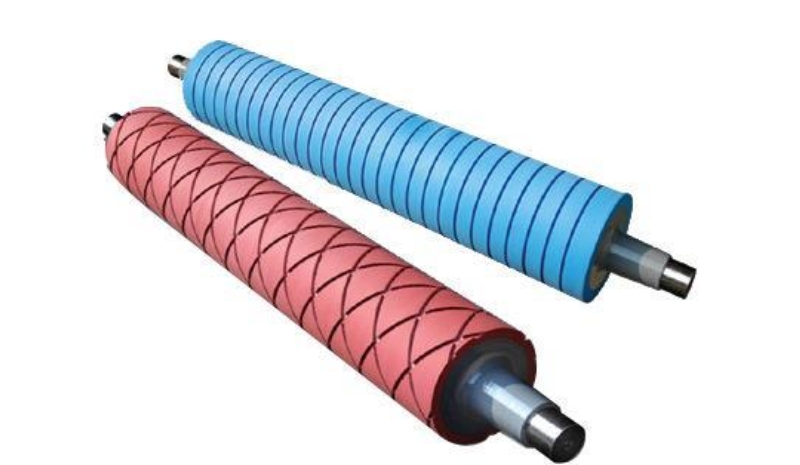
Фрезерування спіральної канавки, луска
параметр і ємність
| Ширина направляючої | 1100 мм |
| Макс.діаметр гойдалки над ліжком | φ2040 мм |
| Макс.діаметр повороту над інструментом | φ1500 мм |
| Макс.довжина заготовки | 12000 мм |
| Макс.вага заготовки між центр | 10T |
| головна передача | |
| Передній підшипник шпинделя | φ220 мм |
| Діапазон обертів шпинделя | 5-200р/хв |
| Діаметр отвору шпинделя | φ130 мм |
| Передня конусність шпиндельного отвору | метрика №140 |
| Основна потужність двигуна, серводвигун | 37 кВт |
| спец.кінця шпинделя | 1:30 |
| передача корму | |
| Хід осі X | 85 мм |
| хід осі z | 11800 мм |
| швидка швидкість переміщення по осі x | 4м/хв |
| швидка швидкість переміщення осі z | 4м/хв |
| Крутний момент серводвигуна по осі x | 27 Нм |
| Крутний момент серводвигуна від осі z | 36 Нм |
| Горизонтальна 8-позиційна силова турель | 0.5.473.532.8 |
| Розмір перерізу хвостовика інструменту | 32 мм х 32 мм |
| Задня бабка | |
| Діаметр пінолі задньої бабки | φ260 мм |
| Quill travel | 300 мм |
| Конічний отвір пір'я | метрика №80 |
| Асистент для стійкого відпочинку (2 комплекти) | |
| Закритий стійкий спокій | φ400-φ700 мм |
| патрон | |
| Чотирьохкулачний патрон | φ1600 мм |
| вісь С | |
| Макс.крутний момент у затиснутому стані | 3000 Нм |
| Точність позиціонування осі C | 36 дюймів |
| Повторіть точність позиціонування осі C | 18″ |
Основна структура
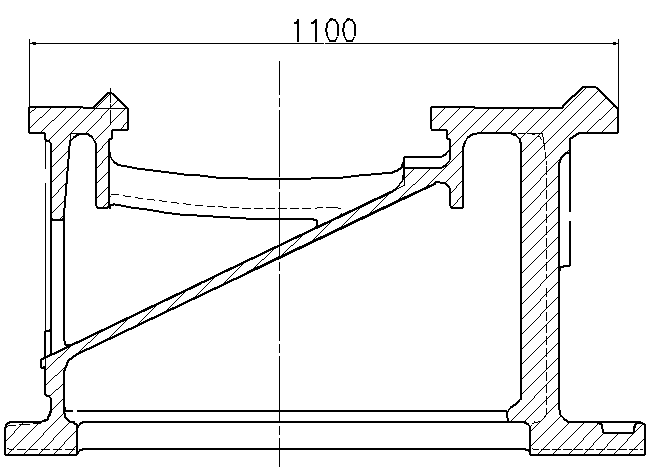
1) ліжко
Ліжко підлогового типу з шириною 1100 мм і високоміцним піщаним литтям.Матеріал HT300.Ліжко має такі переваги, як сильна жорсткість, велика несуча здатність і хороша стабільність
Напрямний шлях - це одна гірська та одна плоска структура, твердість напрямного шляху вище HRC52, товсту глибину загартування корисно шліфувати.
Внутрішня порожнина корпусу станини забезпечена W-подібним підсилювальним ребром, яке значно посилює жорсткість станини машини та зменшує деформацію через вагу підшипника.
Після старіння лиття ліжка він може усунути залишкову напругу в литті та зменшити вивільнення залишкової напруги під час обробки та використання машини.
На задній частині станини є похилі та дугоподібні отвори, які використовуються для видалення стружки.Стружка, охолоджуюча рідина, мастило тощо видаляються безпосередньо в лоток для стружки.Таким чином, очищення стружки є зручним, а охолоджуючу рідину можна переробити
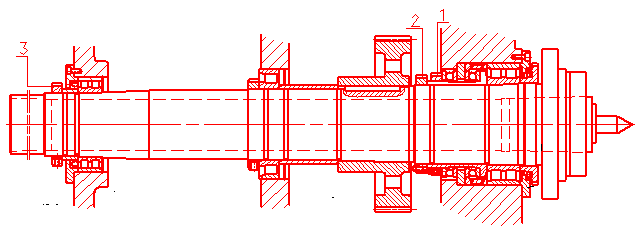
2) Передня бабка
Шпиндель має триточкову опору: передній кінець як фіксований кінець, середній і задній кінці як рухомий кінець, передній і задній кінці як основна опора, а середній як допоміжна опора.Осьове положення встановлюється на передньому кінці шпинделя, так що шпиндель висувається назад після нагрівання, усуваючи вплив теплового розширення шпинделя на точність верстата.
Головний привід токарного верстата здійснюється шпиндельним двигуном змінного струму Siemens через ремінний шків, редуктор і чотириступеневе гідравлічне автоматичне перемикання.Діапазон постійного крутного моменту шпинделя великий, і можна реалізувати різання з постійною лінійною швидкістю.Підшипник шпинделя - це спеціальний підшипник з високою точністю та сильною жорсткістю.
Передня бабка змащується міцним маслом, а шестерні і підшипники передньої бабки — спеціальним масляним насосом.Передній кінець шпинделя має структуру подвійного ущільнення лабіринту та щілини, яка може ефективно запобігати витоку масла та потраплянню сторонніх предметів у передню бабку.
3): інструментальний пост
Прийміть німецьку 8-позиційну горизонтальну турель SAUTER 0.5.473.532.8, ця турель має функцію різання зовнішнього кола, торця та нарізання різьби, а також фрезерування, свердління та нарізування різьб.Ця вежа приводиться в рух сервомотором SIEMENS, встановленим на ній, і поєднується з наступними аксесуарами.
| Сер.Немає. | Ім'я | Тип | кількість |
| 1 | Силова турель | 0.5.473.532.8 | 1 |
| 2 | Різальна головка | 0.5.901.032/077790 | 1 |
| 3 | 0-градусний тримач різака | 0.5.921.106-117859 | 1 |
| 4 | 90-градусний тримач різака | 0.5.921.206-117866 | 1 |
| 5 | Тримач фрези зовнішнього кола | В2-60Х32Х60-113908 | 2 |
| 6 | Тримач фрези внутрішнього кола | E2-60X50-113961 | 2 |

4) осі Z і X:
Діаметр кулькового гвинта осі X дорівнює φ40x5, вісь Z приводиться в рух зубчастою рейкою та шестернею, модуль зубів дорівнює m=5, а вісь z приймає повний замкнутий цикл керування за допомогою зворотного зв’язку лінійки.
5) Хвостовий приклад
Задня бабка складається з верхньої та нижньої частин, у верхній частині встановлено орган регулювання центральної лінії пінолі та пінолі.Хід задньої бабки приводиться в рух двигуном.Пінь задньої бабки може обертатися.
6) система змащення
Змащування підшипників у передній бабці, шестернях і підшипнику в передній бабці та інших корпусах забезпечується спеціальним насосом, змащення підшипників кулькової гвинти, і кожна точка змащування машини приймає періодичне та концентроване змащування, а час змащування регулюється, щоб воно ефективно запобігає витрачанню мастила та може ефективно покращити динамічну реакцію машини та термін служби напрямної та кулькової гвинти.
гідравлічна система
Гідравлічна система використовується для автоматичної зміни швидкості обертання шпинделя і примусового охолодження шестерень в передній бабці, а також для автоматичного блокування осі С.
7) Вісь С
Вісь C приводиться в рух серводвигуном, може автоматично перемикатися в режим передачі шпинделя та осі C, задня частина шпинделя оснащена високоточною круглою решіткою осі C та механізмом демпфування гальм.З цілою замкнутою системою вимірювання.
Точність машини
| Завершити вирізання зовнішнього кола | 0,005 мм |
| Послідовність обробки, на довжині 300 мм | 0,03 мм |
| Площиність кінцевого різання, | |
| на діаметр 300 мм | 0,025 мм, увігнутий |
| вісь X | |
| точність позиціонування | X≤0,03 мм |
| повторити точність позиціонування | X≤0,012 мм |
| вісь Z | |
| Точність позиціонування, на довжині 10000 мм | X≤0,13 мм |
| Повторіть точність позиціонування | X≤0,05 мм |
| вісь С | |
| точність позиціонування | 36" |
| повторити точність позиціонування | 18" |